



![]() Fast recipe changeover
Fast recipe changeover
for agile manufacturing
![]() Prevent mix segregation
Prevent mix segregation
for a high quality product
![]() Trace allergens
Trace allergens
for accurate labelling
![]() Prevent bridging
Prevent bridging
for precise dosing
![]() Reduce cleaning times
Reduce cleaning times
for high efficiency & a better ROI
![]() Prevent cross-contamination
Prevent cross-contamination
for QA and consumer safety




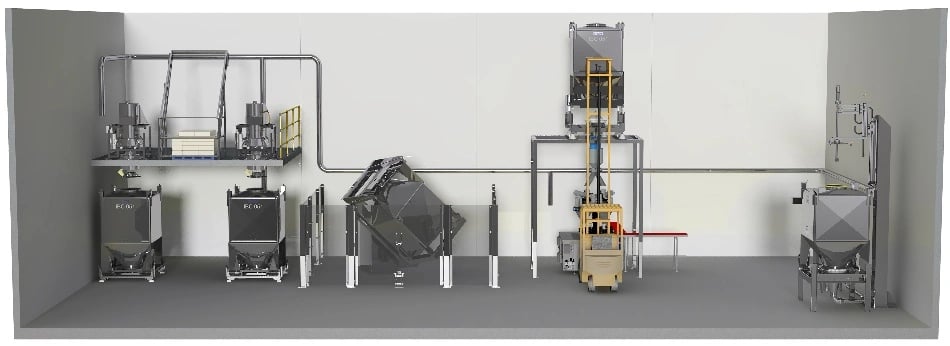
Formulate
No waiting for formulation. Fill Intermediate Bulk Containers off-line for improved efficiency.


Blend
Mix any recipe, any time. Eliminate time-consuming cleaning for instant recipe changeovers.


Pack
Prevent mix segregation. Use the IBC Cone Valve for consistent, reliable results.


Clean
Hygienic design for quick cleaning. No system down-time with off-line cleaning of IBCs.

I'm Responsible for Engineering

I'm Responsible for Operations

I'm Responsible for Management











